
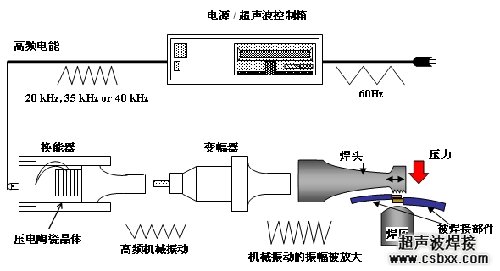
 超聲波發生器是一個變頻裝置,它將工頻電流轉變為超聲波頻率(15-60khz)的振蕩電路;換能器則利用逆壓電效應轉換成彈性機械振動能;傳振桿、聚能器用來放大振幅,并通過耦合桿上聲極傳遞到工件。換能器、傳振桿、聚能器、耦合桿及上聲極構成一個整體,稱之為聲學系統。由上聲極傳輸的彈性振動能量是經過一系列的能量轉換及傳遞環節產生的。聲學系統中各個組元的自振頻率,將按同一個頻率設計,當發生器的振蕩電泫頻率與聲學系統的自振頻率一致時,系統即產生諧振(共振),并向工件輸出彈性振動能。
超聲波焊焊縫的形成主要由振動剪切力、靜壓力和焊區的溫升三個因素所決定。綜觀焊接過程,超聲波焊經歷了如下三個階段。
(1)摩擦去污階段:在振幅為幾十微米的振動摩擦力的作用下,工件表面的油污、氧化物等雜質被排出,金屬表面露出。
(2)應力及應變階段:變化頻率為幾千次/秒的剪切應力也是造成振動摩擦的原因,在工件間發生局部連接后,這種振動的應力和應變將形成金屬間實現冶金結合的條件。
(3)固相連接階段:在上述兩個階段中,由于彈性滯后、局部表面滑移和塑性變形的綜合結果,焊接區局部溫度升高。焊接區產生了擴散及相變、再結晶和金屬鍵合等冶金過程,形成固相連接。
|