|
|||||||||||||||||||||||||||||||||||||||||||
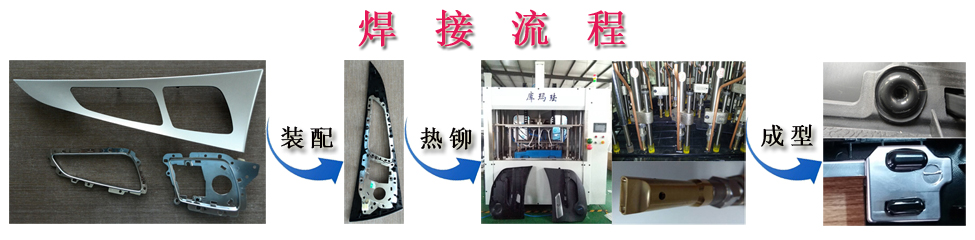
最近,有些客戶電話咨詢塑料制品熱熔后表面不光滑且拉絲,影響熱熔柱蘑菇頭外觀的因素包括:熱熔溫度、吹氣時間以及預壓裝置。
熔接溫度
熱熔焊機溫度可調范圍(室溫-400℃),不同產品材質決定熔點的不同,通常我們只需要低于熔點的溫度即可熱壓,過低的溫度會導致壓不下去,產品廢品率高;過高的溫度會造成塑料柱碳化且蘑菇頭表面有空隙。一些對溫度比較敏感的塑料材質可調節溫差僅5度以內。
恰當的做法是,溫度適當降低,使用缸勁大的氣缸,熱壓成型后的蘑菇頭品質高。
吹氣時間
熱壓成型后需要吹氣是蘑菇頭快速冷卻固化,是影響熱熔熱壓成型工藝生產效率的原因。有些客戶為了提高生產效率,自行縮短吹氣時間,導致熱熔塑膠柱蘑菇頭拉絲,這是不可取的。熱熔鉚機的吹氣時間在8-10秒鐘。縮短吹氣時間的辦法是選用管口較大的銅管(常用管徑為6mm)。

預壓裝置
我們常會遇到產品熱鉚完成后,產品會隨熱熔頭一起上升再落下,這是因為沒有預壓裝置造成的,一方面會損傷產品外觀面;另一方面會導致產品拉絲。針對一些較小工件我們建議設計預壓裝置。


