|
|||||||||||||||||||||
�۽Ӻ���ע�������Ʒ�r(sh��)��Ҋ��ȱ��֮һ�������HӰ����z�������^�|(zh��)����߀��(hu��)������Ʒ���W(xu��)���ܣ��o���z��������ʹ����ɰ�ȫ�[���������۽Ӻ�̎�װl(f��)��©ˮ��©������d����ѵȬF(xi��n)��
�����е����z�a(ch��n)Ʒ�����۽Ӻۣ�Ҳ���y��ȫ�������۽Ӻ������ځ�(l��i)�Բ�ͬ��������ژ�֬ǰ�˲��ֱ���s���ڽY(ji��)��̎δ����ȫ�ں϶��a(ch��n)���ġ�һ����r�£���ҪӰ����^����(du��)Ϳ�b���僮a(ch��n)��Ӱ푡���(y��n)�ؕr(sh��)����(du��)��Ʒ��(qi��ng)�Ȯa(ch��n)��Ӱ푣��e�����w�S����(qi��ng)��֬�r(sh��)���Ȟ��(y��n)�أ���
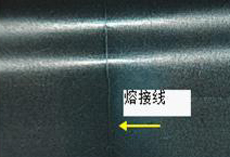
�۽Ӿ�Ҳ���۽Ӻۡ��Aˮ�y�������ځ�(l��i)�Բ�ͬ��������ژ�֬ǰ�β��ֱ���s���ڽY(ji��)��̎δ����ȫ�ں϶��a(ch��n)���ļ�(x��)����ֻ�ܱM���p������ʹ���Ƶ��o(w��)�P(gu��n)�oҪ�ĵط���
���z���a(ch��n)���۽Ӻ۵ľ��wԭ��
1.�Ϝ�̫�ͣ���������(d��ng)�Բ�
2.ע�䉺��̫С
3.ģǻ�Śⲻ��
4.���ڼ�λ���O(sh��)Ӌ(j��)����(d��ng)
ע�ܾ������ڵ����z��ͨ�^(gu��)�����M(j��n)��ģ����ǻ����(j��ng)�^(gu��)������s���γ�һ���Π�Įa(ch��n)Ʒ���^(gu��)�̡����S��a(ch��n)Ʒ�ϴ���ͨ�ס����D(zhu��n)�ǣ����ڵ����z������(d��ng)֮�r(sh��)ģ�߱ڌ�(du��)���(hu��)�����ᣬ���D(zhu��n)�ǵĵط������(hu��)�������Լ����Ǜ]��ͨ�Įa(ch��n)Ʒ�����ڵ����z�������������(d��ng)�ٶ�Ҳ��(hu��)��һ�ӣ��������ٲ��������Բ�����ͬ�r(sh��)��M����(g��)��ǻ���ɷN��ͬ���ٵ����ڵ����z�ϕ�(hu��)����ǻ��ijһ̎��(hu��)�ϣ��Ķ��γ��҂����f(shu��)�ĊAˮ�y����Q֮��ӺϾ����@���NJAˮ�y�γɵęC(j��)����
�Aˮ�y�ɼ�(x��)�֞�p�Ͼ����۽Ӿ�����p�Ͼ����γ�����?y��n)鲻ͬ�����Ƅ?d��ng)�����z֮�R�����۽Ӿ��ǃɹ�ƽ������(d��ng)�����z��ǰ֮�g�ĽӺϾ����ܼ��п��ƿס����������؝��ڻ������׃�����a(ch��n)����(j��ng)��Ч��(y��ng)�r(sh��)������(hu��)��ɿp�Ͼ����ۺϾ�������o(w��)���������ܼ���ɿp�Ͼ����ۺϾ�����(y��ng)ԓ�{(di��o)�����ڵ�λ�úͳߴ磬ʹ�p�Ͼ����ۺϾ��l(f��)���ڵ͑�(y��ng)�������@�ą^(q��)��
�p���۽Ӻۡ��Aˮ�y�ķ������£�
1�����ģ�ߜض�
2���{(di��o)��ע���ٶ�
3��ȫ���Ś�
4������ģ�߱����坍
5���{(di��o)��ע�䉺�����a(b��)�܉���
6�������O(sh��)�Ý���λ��