|
|||||||||||||||||||||

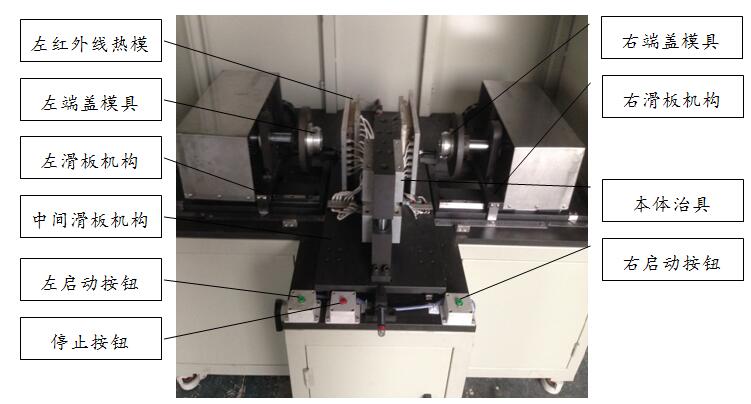
紅外線塑料焊接機設(shè)備簡介
設(shè)備分為左右中三大運動機構(gòu)組成
中間部分:
1.紅外線左右熱模與本體治具共屬中間部分,由中間滑板機構(gòu)的運作完成切換。
2.本體治具具有夾緊功能,由氣缸驅(qū)動,直線軸承引導(dǎo)。
3.中間滑板由氣缸驅(qū)動,線性保持器引導(dǎo),線性保持器由一條軌道兩個滑塊構(gòu)成一套,具有兩套,為縱向平行分布
左、右部分:
1.左、右端蓋治具,對工件固定采用型腔法及真空法復(fù)合固定。在自動模式下,真空法在“合模”之前一直生效。
2.在熱熔過程中,由電機輸出,鏈輪機構(gòu)傳動,滾動軸承組保持,滾動軸承組由兩個軸承構(gòu)成,左右各一組,橫向共線分布。
3.在合模固化中,由氣缸驅(qū)動,線性保持器引導(dǎo),線性保持器由一條軌道兩個滑塊構(gòu)成一套,左右各有兩套,為橫向平行分布。
在手動和自動過程中,如發(fā)現(xiàn)問題,可隨時按停止(紅色)按鈕,機器動作將全部停止;
本設(shè)備在加工時可使工件加工的報廢率降到低,除手動操作外,其它過程都是自動進(jìn)行,氣缸的連貫運動,操作簡便,性能穩(wěn)定,不僅提高了生產(chǎn)效率,而且保證了產(chǎn)品的質(zhì)量。
紅外線塑料焊接機工作原理:
熱塑型塑膠產(chǎn)品的焊接與加工,從物理學(xué)角度來說,這一過程完全形態(tài)轉(zhuǎn)換過程。將紅外線燈管(熱模)上電后,溫度達(dá)到設(shè)定焊接溫度,由氣缸將左、右滑板機構(gòu)推送至熱熔位,同時左右端蓋作360°旋轉(zhuǎn),此時左端蓋與右端蓋同時由熱模通過照射的方式熱熔,產(chǎn)品受溫度影響改變物理形態(tài)(稱之為熱熔過程,時間可調(diào)),使待熔接工件達(dá)到需要的形態(tài)后,由氣缸驅(qū)動,將左滑板、右滑板機構(gòu)與熱模快速分離,此時左右端蓋旋轉(zhuǎn)電機停止,紅外線燈管保持低功率待機狀態(tài),左右滑板機構(gòu)回到初始位后,中間滑板機構(gòu)由氣缸推送至后位,中間滑板機構(gòu)到后位后,左右滑板機構(gòu)再由氣缸推送至固化位,使左右端蓋熱熔面與本體濾紙緊密結(jié)合,經(jīng)過自然冷卻(稱之為固化過程,固化時間可調(diào)),繼而達(dá)到焊接的效果。此時產(chǎn)品達(dá)到需要形態(tài)后固化,完成加工程序。
紅外線塑料焊接機配件功能
氣缸:控制各運動機構(gòu)的升降、進(jìn)退運動,設(shè)備各氣缸兩端有兩個可以調(diào)節(jié)的氣管接頭,可以調(diào)節(jié)氣缸運動速度的快慢;
濾杯:對輸入各氣動機構(gòu)的氣流進(jìn)行水過濾,能夠延長各氣動元件的工作壽命;
電磁閥組:經(jīng)可編程控制器(PLC)輸出點輸出或手動操作發(fā)出的相對應(yīng)的信號來控制各個電磁閥啟動氣流方向機構(gòu),實現(xiàn)對各氣缸的運動控制;
磁性感應(yīng)開關(guān):通過對氣缸內(nèi)部的磁閥感應(yīng)反應(yīng)各工位的位置信號,分別裝在左右滑板氣缸和中間滑板氣缸上,當(dāng)設(shè)備工作復(fù)位或者工作到位時,氣缸上的前端磁感應(yīng)開關(guān)或者后端感應(yīng)開關(guān)必須亮才能使得設(shè)備正常工作;
真空泵:運行后產(chǎn)生真空,負(fù)責(zé)對左右端蓋產(chǎn)品吸附固定。
調(diào)速電機:負(fù)責(zé)對左右端蓋熱熔是進(jìn)行360°旋轉(zhuǎn)。
紅外線塑料焊接機優(yōu)點:
具有良好的工作效率;
焊接具有高強度,性能好的特征;
采用自動控制技術(shù),讓焊接操作變得輕松簡單;
所有運動部件都采用氣缸,使得運動平穩(wěn)、更精確;
無污染,無廢料,工作更環(huán)保;
紅外線塑料焊接機操作流程
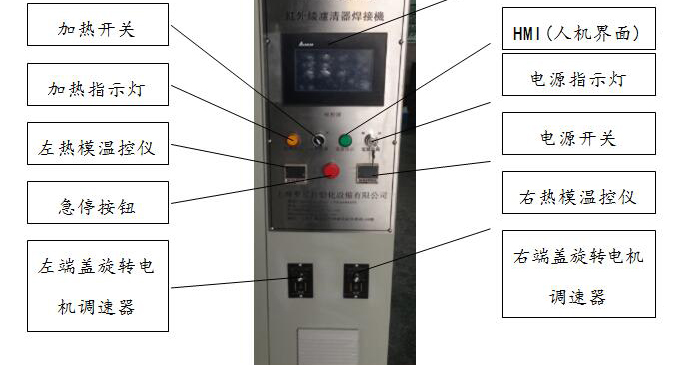
1.先確保工廠電源(380V)開啟;
2.所有設(shè)備電源開關(guān)打到開啟位置,等待20秒(等待設(shè)備的各系統(tǒng)進(jìn)入運行狀態(tài));
3.待各系統(tǒng)進(jìn)入運行狀態(tài)后,旋轉(zhuǎn)‘電源開/關(guān)旋鈕’至“開”的位置、旋轉(zhuǎn)‘加熱開/關(guān)旋鈕’至“開”的位置、在人機界面將設(shè)備選擇為 ‘手動’運行模式。此時可以手動對各運動機構(gòu)的控制,用于生產(chǎn)前的調(diào)試。(一般設(shè)備在出廠時都已調(diào)試好)。
4.將設(shè)備選擇為‘自動’模式
5.設(shè)定焊接參數(shù)(熱熔時間、固化時間);
設(shè)定溫度參數(shù)(設(shè)置溫度:按下溫控儀上【︿】鍵,設(shè)定溫度上調(diào),按下溫控儀上【﹀】鍵,設(shè)定溫度下調(diào),溫度調(diào)整后SV顯示小數(shù)點閃爍,此時需要按下【ENT】鍵,否則修改設(shè)定溫度無效。)
6.把原來放在機器上的舊焊接產(chǎn)品呢全部取走,把新的待焊合格產(chǎn)品放好,放好所有產(chǎn)品;
7.此時一切準(zhǔn)備就緒,按下左右啟動按鈕兩個同時按,設(shè)備開始自動運行;
8.焊接完成后,把焊接完成的產(chǎn)品取出,放入新的待焊合格產(chǎn)品,繼續(xù)。
紅外線塑料焊接機保養(yǎng)與維修
保修工作應(yīng)由特定的指派人員負(fù)責(zé),其應(yīng)充分了解維修守則及意外防止。
在清潔或維修前,必先關(guān)上電源。
應(yīng)盡可能使用安全設(shè)備,在設(shè)備運行時,也應(yīng)盡可能避免接近設(shè)備。
在檢查電控箱、氣控零件及機械零件時應(yīng)關(guān)閉電源,維修有可能漏電裝置時,更應(yīng)采取絕緣措施。
維修時,有必要應(yīng)戴上眼、口、耳朵的保護(hù)罩。不能使用帶腐蝕性、除油性及有溶解性的清潔劑。
保持設(shè)備在佳狀態(tài)。
當(dāng)發(fā)現(xiàn)焊接單元或底模有臟物,影響焊接質(zhì)量時,應(yīng)立即進(jìn)行清潔。
紅外線塑料焊接機故障及解決方法
現(xiàn)象 |
原因 |
解決方法 |
熔接過度 |
輸入工作的能量過多 |
1、減少熔接時間 |
熔接不足 |
輸入工作的能量太少 |
1、加長熔接時間 |
熔接不均勻 |
工件扭曲變形 |
1、檢視工件尺寸是否差異 |
左端蓋、右端蓋、本體濾紙之間接觸面不平貼 |
模具安裝不牢靠 |
|
工件誤差太大 |
縮緊工件之公差 |
