塑料熱板焊接工藝
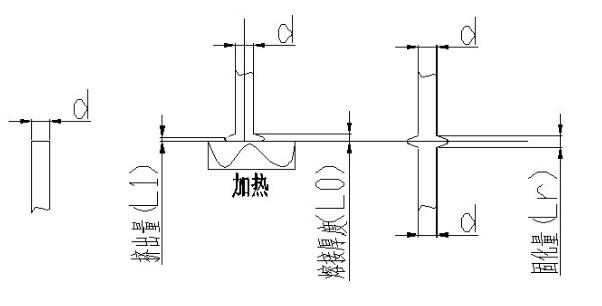
熱熔時間:兩個定位模與熱模的接觸時間為熱熔時間
固化時間:兩個定位模合模以后的時間
熔解量:產品接觸熱模往下熔解值
固化量:兩個焊接產品在固話時往下壓縮值
固化量和熔解量關系:焊接的質量與焊接的熔融層的厚度有很大的關系,以及在焊接時擠出熔融物所占的比例,一般焊接的熱熔量與料件所焊接的接觸面厚度成34%,及L0=0.34d, L1=L1*0.75 Lr=L0*0.25*2
熱板焊接面結構設計
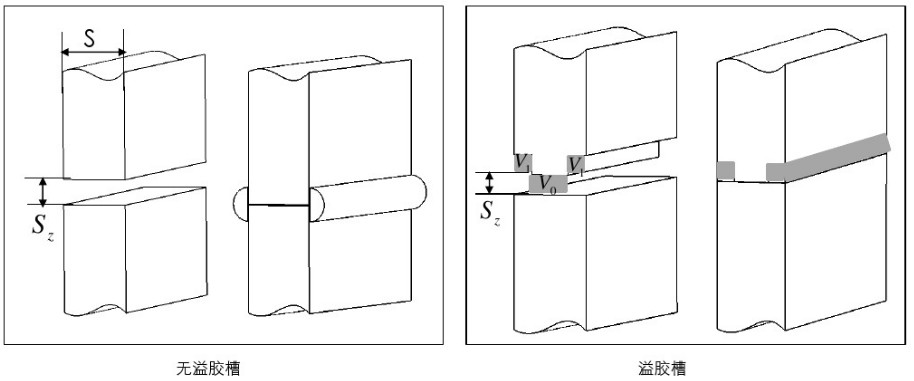
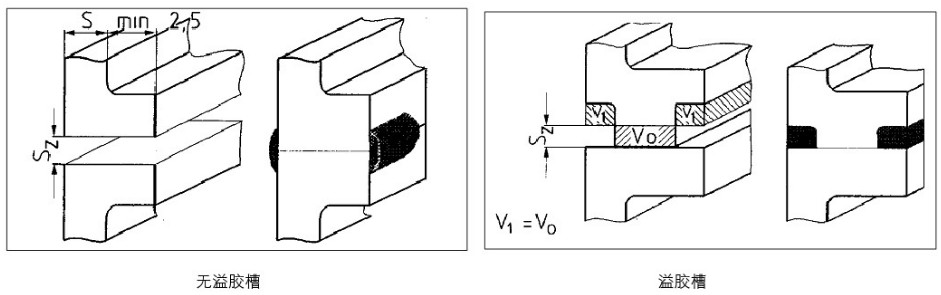
1.無凸緣結構
其適合于產品壁厚相對較厚、側壁相對較低、焊接強度要求不高或外觀要求較高的產品焊接。
針對焊接溢膠問題,可以增加溢膠槽(形式多樣),見下圖
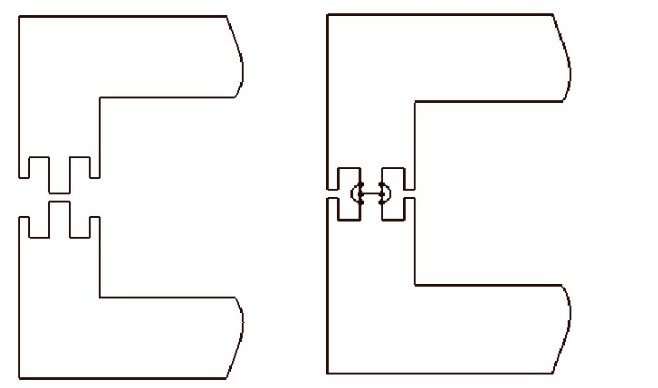
2.凸緣結構
相對于無凸緣結構,該形式增強產品結構強度/增強焊接面寬度及焊縫強度,其適合于較大產品,焊接強度要求較高且外觀要求較低的產品焊接。
針對外觀及內部要求,可以單側或雙側增加溢膠槽,形式多樣,下圖為基本溢膠槽行駛(無擋膠結構),見下圖
焊接結構衍生時把握以下幾點:
熔接線寬度要求(一般1.5mm以上,與焊接強度有關);
熔膠深度(一般1mm以上,與焊接強度有關);
溢膠槽空間需大于熔膠量,一般控制20%以上余量;
焊接產品的邊緣間距需大于熔膠深,避免熱板穩定場影響,燙傷產品邊緣(一般間距1mm以上);
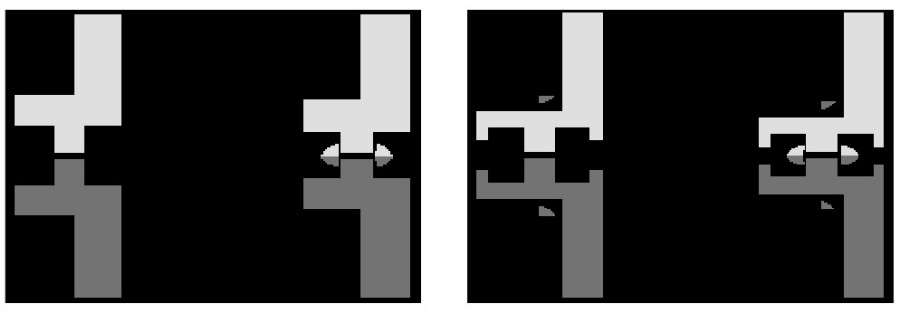
基本形式A衍生形式
基本形式B衍生形式
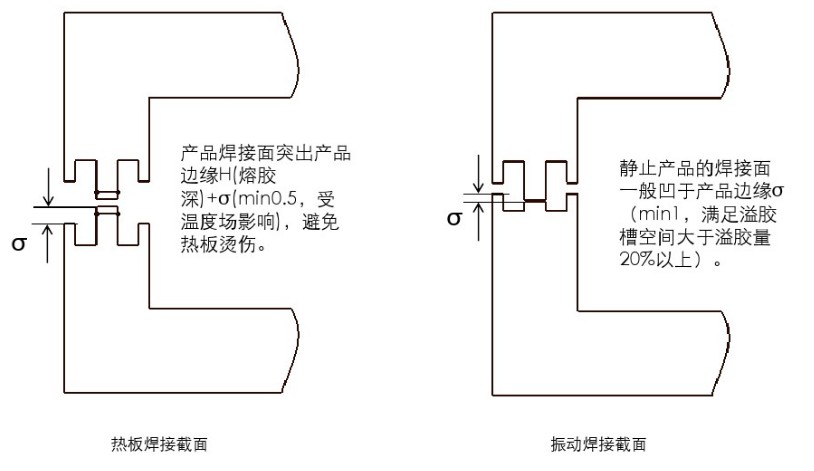
熱板焊接面結構形式與振動摩擦焊面結構形式區別
由于其焊接原理不同,焊接截面區別如下:
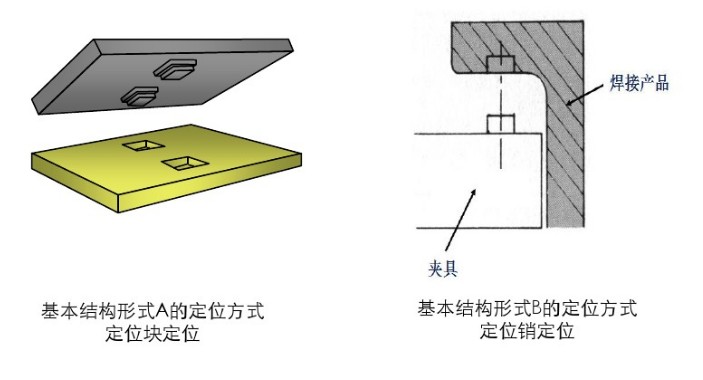
熱板焊接零件定位于支撐
為保證產品的焊接精度,待焊接產品需精度定位與焊接機夾具之上
通常以定位銷的形式定位,如下圖: