
|
|||||||||||||||||||||
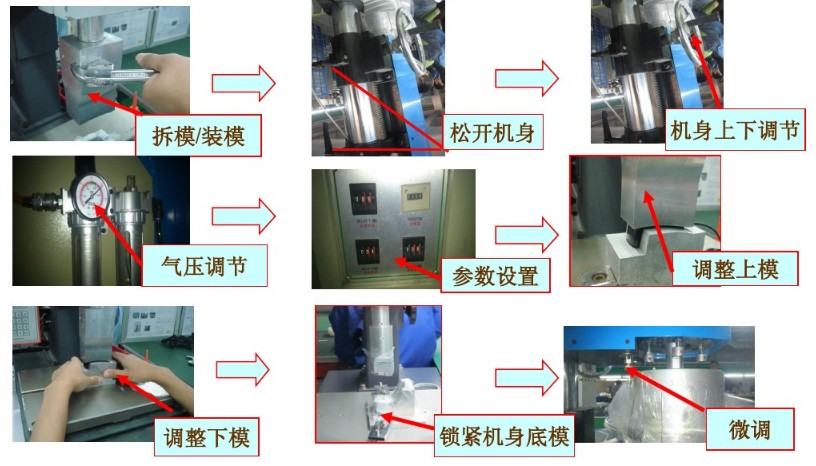
超聲波調(diào)試步驟:
1.根據(jù)所需超聲波頻率,選擇相應超聲波模具;
2.清潔工作臺面與模具;
3.安裝焊頭并鎖緊;
4.先打開電源開關,再打開電箱開關,待電箱自動檢測合格后,按US-Test鍵檢測音波/焊頭是否合格,不合更換焊頭,然后關掉電箱開關;
5.松開機身固定手柄,以手搖高度調(diào)校輪將機身調(diào)高;
6.將氣壓調(diào)至2kg/cm2左右,按下“SETUP”鍵,“SETUP”指示燈亮,雙手同時按住啟動開關直至安全開關啟動,焊頭下行,將底模及產(chǎn)品放置于焊頭正下方;
7.將機身調(diào)到需焊接的產(chǎn)品上,加氣壓于所需大小;
8.鎖緊機身固定手柄及底模夾具;
9.松開微調(diào)固定螺絲,調(diào)校高度微調(diào)于適當位置后鎖緊;
10.按下啟動開關,使焊頭返回原味,注意底模上沒有產(chǎn)品時,焊頭下行不可觸及到底模;
11.根據(jù)膠件材質(zhì),按《超聲波焊接機參數(shù)設置參考表》設置參數(shù);
12.開始生產(chǎn),確認產(chǎn)品合格后正式生產(chǎn),以上是粗略校模,需在試焊時,一面觀察,一面調(diào)整。
超聲波調(diào)節(jié)注意事項:
1.應隨時注意保持機器基座臺面的清潔,不可任意擱置工具和雜物,以免影響本機正常操作;
2.超聲波電箱內(nèi)有高壓線路,不要任意拆卸,以免發(fā)生意外;
3.更換焊頭時,務必將焊頭鎖緊,以免音波發(fā)振不良,導致燒毀;
4.更換焊頭后,須調(diào)整音波以確保本機熔接品質(zhì);
5.生產(chǎn)告一段落或下班后,應先將超聲波電箱電源關閉,再關閉總電源,以免意外發(fā)生;
6.每天上班生產(chǎn)個產(chǎn)品,一定要對外觀認真檢查,并做落地試驗合格后方能正式生產(chǎn);
7.產(chǎn)品焊接操作時,手未移開或底模時不可按下操作開關,以策安全;
8.清潔電箱時不可使用液體、流體和揮發(fā)性溶液;
9.操作時若發(fā)生意外,應馬上按下緊急停止按鈕和關閉電源;
10.測試音波時應按下三秒停止一秒的間隙方式;
11.熔接大型工件時,戴耳塞或耳機,也可在集體周圍使用吸音材料,以減少噪音;
12.欲升降機臺前,務必把固定扳手松開方可升降,機臺升降后請記得須把固定扳手鎖緊。
