旋轉焊接技術是一門成熟、簡單的塑料焊接技術。該技術通過旋轉運動在外加壓力下將2個工件焊接在一起。旋轉焊是需要高強度、密封圓形接頭塑料件的焊接方法。它非常適合于連接大大小小的塑料件及各式各樣的熱塑性樹脂。密封性時旋轉焊接受歡迎的特點。
旋轉焊接原理及過程
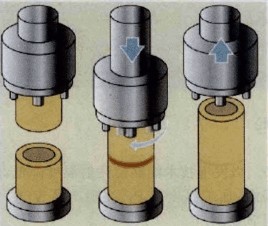
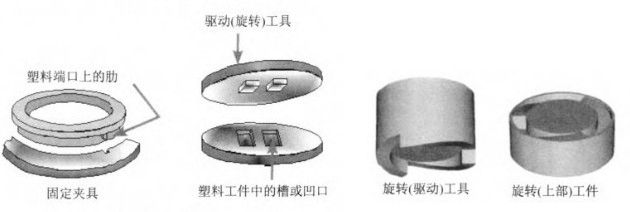
上圖所示,旋轉焊接原理是一個工件高速旋轉并緊壓另一固定工件,在2個工件間產生摩擦熱,使配合面得以熔化。旋轉停止后,壓力保持到熔化材料凝固形成連接。旋轉焊接過程分為4個不同階段。
1.兩固體表面之間通過旋轉摩擦產生熱量,界面區域升溫至結晶性塑料的熔點或非結晶性塑料的玻璃化轉變溫度。
2.界面材料開始熔化,隨著溶液厚度增加,部分熔融材料作為飛邊擠出接頭。
3.熔融材料產生的速度等于材料作為飛邊移開的速度。一旦到達該階段,通過摩擦或制動裝置停止驅動頭旋轉。
4.驅動頭停止旋轉,工件在預制壓力下結合在一起以確保溶液表面之間的緊密接觸。接頭冷卻形成連接。
旋轉焊接設備
旋轉焊機是臺式機,縱向安裝有一個垂直于工裝座的線性傳動裝置。線性傳動裝置可以是氣缸或伺服驅動滾珠絲杠。氣缸適合于絕大多數應用,而伺服驅動線性軸適合更難或更精確的應用。伺服軸可精確控制推桿的垂直速度并確保焊接循環過程中軸向壓力恒定。
驅動頭是旋轉工件的裝置,與推桿端部相連。它由氣動馬達和飛輪(慣性焊機)動態制動的直接驅動電機或伺服電機來驅動。
旋轉工藝參數
旋轉焊接焊縫可通過馬達每分鐘轉數(r/min)、焊接壓力、焊接時間、冷卻時間和保持壓力來控制。通常進行樣品評估以確定特定材料和接頭設計的佳工藝參數。焊接時間從0-20s。冷卻時間在0.5s內。典型的完整加工時間是2s。工件的軸向壓力范圍從1.0-6.9MPa。常用的選擇速度為200-16000r/min。發粘溫度可用作確定工件所需轉速的指南。直徑25.4mm的未填充聚乙烯零件可在1000r/min的旋轉速度下達到137.8℃的發粘溫度。隨著零件中惰性填料含量的增加,所需轉速也相應增加。轉速增加的作用類似于壓力增加。
1)轉速或表面線速度
在直接驅動旋轉焊接中,一個工件相對于固定工件定速旋轉。所需的轉速取決于材料和用途,每種材料都有產生摩擦和發熱的佳界面線速度。如果接頭處所需的線速度是2m/s,對于直徑40mm的工件,轉速為955r/min。
對于直徑大的工件,轉速必須降低已獲得佳的接頭處線速度。通常接頭處線速度為0.2-2.0m/s。佳值可通過試驗確定。
直徑小的工件通常需要比同種材料的直徑大的工件更高的轉速,以達到相同的表面線速度。如果表面線速度太低,不會產生充足的熱量引起足夠的熔化。如果線速度過高,接頭中過多的熱量會造成材料降解或黏度降低,導致材料流出接頭。表面線速度的選擇在很大程度上取決于被焊工件的材料和接頭形狀。
2)加壓速率(軸向速度)
加壓速率影響被焊工件之間產生摩擦所需的接觸壓力。加壓速率越快,發熱速率越快。不統一磨削,加壓速率必須足夠大以產生界面處熔化,但不能太高以免損壞工件。在需要更大轉矩以保持很定的轉速時,加壓速率臺達還會引起旋轉電機停轉。
3)焊接壓力
焊接壓力通常小。兩工件接觸時施加壓力越大,組件阻力矩越大。
4)焊接時間
焊接時間越長,界面處發熱量越大。與振動焊接一樣,存在一個材料位移速度隨時間線性增加的穩態階段。在達到穩態階段后,驅動頭無需繼續旋轉。根據材料和接頭直徑,焊接時間為2-10s。佳焊接時間可以通過試驗確定。
5)焊接位移或焊接深度
如果需要預定的材料位移,焊接過程可以通過位移控制,即一道所需位移,旋轉頭就停止。與按時間焊接一樣,在達到穩態時會獲得佳質量的焊縫。這可通過在焊機底座和驅動頭之間放置一個位移傳感器,并監控位移隨時間的變化來確定。焊接深度的確定與應用密切相關。焊接頭一般為特定的焊接熔深設計的。焊縫足夠深,焊接強度高。但深度過大會形成飛邊,導致增強填料的拔出和焊接面鏈間鍵的重新排列,造成弱的軸向焊接接頭,并可能產生工件變形。
各種塑料的選擇焊接性能
幾乎所有熱性塑料(非結晶性或結晶性塑料)都可以旋轉焊接。泡沫塑料樹脂、可注射成型含氟聚合物、熱塑性彈性體、熱塑性橡膠(TPR)、聚氨酯(嵌套材料)、聚砜、離聚物、聚碳酸酯與丙烯酸、丙烯酸與ABS等均可焊接。旋轉焊接易滑脫的塑料,如聚甲醛或超高相對分子質量的聚乙烯比較困難。
下表列出了常用熱塑性塑料的焊接性。
| 材料 | 焊接性 | |
| 非結晶性塑料 | ABS | 容易-容易 |
| ABS/聚碳酸酯合金 | 容易 | |
| 丙烯酸 | 容易 | |
| 丙烯酸類多元聚合物 | 容易 | |
| 丁苯 | 容易-容易 | |
| 苯醚基樹脂 | 容易 | |
| 聚酰胺酰亞胺 | 容易-中等 | |
| 聚芳酯 | 容易 | |
| 聚碳酸酯 | 容易-容易 | |
| 聚醚酰亞胺 | 容易 | |
| 聚醚砜 | 容易-容易 | |
| 聚苯乙烯(通用) | 容易-容易 | |
| 聚苯乙烯(橡膠改性) | 容易 | |
| 聚砜 | 容易 | |
| 聚氯乙烯(硬質) | 容易-容易 | |
| SAN-NAS-ASA | 容易-容易 | |
| 聚對苯二甲酸丁二醇酯/聚碳酸酯合金 | 容易 | |
| 半結晶性塑料 | 乙縮醛 | 容易-中等 |
| 纖維素塑料 | 容易 | |
| 含氟聚合物 | 中等-較難 | |
| 液晶聚合物 | 容易-中等 | |
| 尼龍 | 容易-容易 | |
| 熱塑性聚酯 | 容易 | |
| 聚對苯二甲酸乙二醇酯(PET) | 容易-中等 | |
| 聚對苯二甲酸乙二醇酯(PBT) | 容易 | |
| 聚醚醚酮(PEEK) | 中等 | |
| 聚乙烯 | 中等 | |
| 聚苯硫醚 | 容易 | |
| 聚丙烯 | 容易 |
旋轉焊接比超聲波焊接更容易焊接半結晶性塑料及更易于遠場焊接。與其他摩擦焊接方法一樣,高熔點材料需要輸入更高能量,因而焊接時間更長。添加劑,如硅酮和其他潤滑劑會降低材料的摩擦因素,使焊接變得困難。增強塑料焊接難易程度與未增強塑料的相同。如果填料降低摩擦因素,有時必須增強焊接壓力以減少有效焊接時間。填料對焊縫強度也有影響。例如:質量分數高于30%的填料,界面處可用于焊接的聚合物量減少,焊縫強度會降低。而且,由于纖維增強物不跨過結合線,所能得到的焊縫強度是未增強樹脂的強度。因此,必須通過增加焊縫面積來加以補償。填料和表面污物,如脫模劑是影響焊縫和可重復性的兩個因素。旋轉焊接比超聲波焊接對污物的寬容度要高,也較少受到吸濕性聚合物額影響。含水量可能引起氣泡的生產,導致焊縫強度降低。顏料對旋轉焊接的影響很小。
硬度高的工件,如聚碳酸酯或乙縮醛需大的轉矩使塑料開始熔化。一般旋轉焊接軟塑料大工件比硬塑料工件容易。直接驅動旋轉焊接轉速較低會限制某些軟塑料的接頭強度;而慣性旋轉焊接轉速較高,通常能提高硬度低的材料,如聚乙烯和聚丙烯的接頭強度,所以更適合于較軟塑料。
就不同熔點的異種材料的焊接而言,熔點相差越大、焊接越困難。有可能只在表面形成機械粘合,接頭強度較低。這時可能需要特殊的接頭型面和使用很高的焊接壓力。通過設計下部凹陷的焊接接頭,低熔點的聚合物流入下部凹陷,產生機械結合。旋轉焊接工件無需具有超聲波焊接時的化學相似性。就材料相容性而言,旋轉焊接更類似于振動焊接。聚乙烯與聚丙烯旋轉焊接密封機械接頭能經受0.2MPa的壓力。這種接頭超聲波焊接時難以實現的。
旋轉焊接頭的設計
焊接頭設計時旋轉焊接塑料零件設計的關鍵因素。接頭焊接區域應大于工件的典型壁面,工件間必須對準。待焊工件必須由圓軸,如球體、圓柱、盤、環等和驅動部分,便于旋轉,如下圖
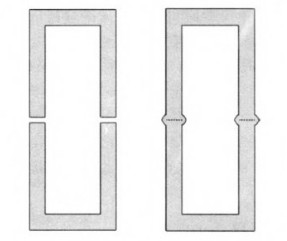
下圖1為簡單對接接頭,對接接頭是簡單的接頭設計,僅用于終零件中焊接飛邊可接受的場合。在某些情況下,在焊接區域增加零件壁厚已獲得更大的接頭強度和零件剛性(下圖2),為去除可見區域的焊接飛邊,可增加溢料槽。

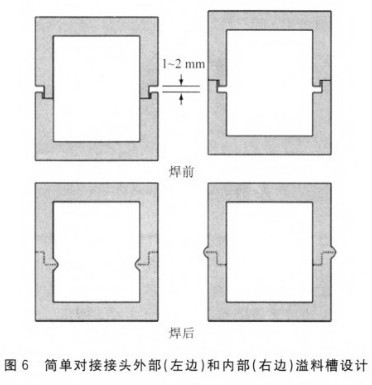
下圖為飛邊位置可控的兩種簡單的對接接頭設計。左側顯示飛邊控制在焊接零件內部,上工件的內臺階高于下工件的外臺階,因而熔化時,內臺階首先熔化,材料轉移到工件內部。在足夠的材料熔化后,上下工件的外臺階發生接觸,但不會焊接在一起。該設計的焊接區域只占工件壁厚的一半。如果焊接強度是100%的母材強度,那么接頭強度只有母材強度的50%。
下圖為簡單剪切接頭設計;
下圖為帶法蘭的剪切接頭設計;
下圖為尼龍剪切接頭設計。
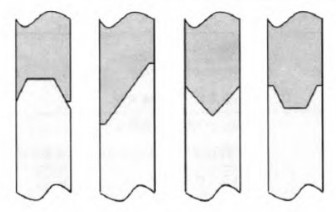
下圖為工件自動定心的簡單對接接頭設計。使用斜槽或錐形面焊前定位工件及在焊接過程中自動定心工件。這些特殊接頭設計增加界面處焊接表面積,降低對該區域更厚壁面的要求。這些設計并不包含溢料槽。
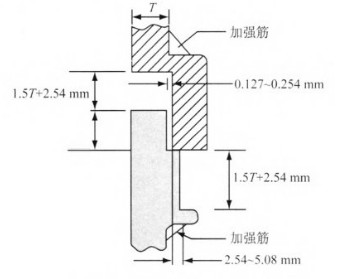
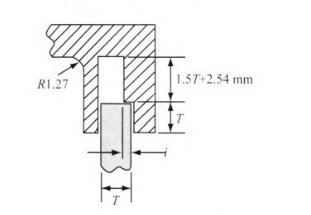
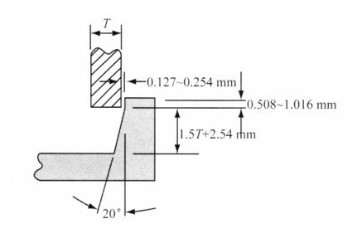
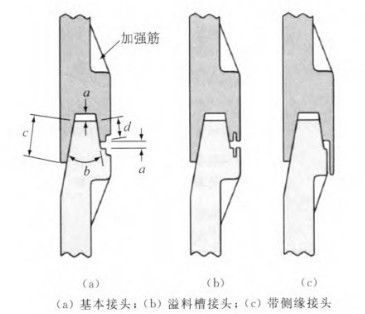
下圖為幾種包含零件對準、自動定心、溢料槽和延遲焊接區域的接頭設計。圖a是簡單的形式,不包含溢料槽,但邊緣有一個非標流入的小凹口。飛邊與工件外表面齊平,且憨厚可見。焊前工件之間間隙約為0.1倍的壁厚。為防止焊接過程中自鎖,角度b不應小于30°,焊接面總長度c+d應≥2.5倍的壁厚,以確保獲得足夠的接頭強度。可添加加強筋到工件壁以提高剛度。在圖b所示的接頭設計中,兩工件都有一個模塑的溢料槽。在工件焊接時結合線可見,但飛邊不可見。溢料槽的尺寸必須足以容納從焊接界面擠出的塑料。考慮到可能過焊,是比必需的空間稍大。圖c是側緣設計,飛邊在槽中,結合面隱藏在側緣下。
旋轉焊接特點
旋轉焊接的優點是簡便、能量效率高、質量好、成本低、能焊接的材料光(適用于絕大多數熱塑性塑料及某些異種塑料)、生產率很高(大部分工件的焊接時間只有幾秒)、焊縫不引入外加材料,無需考慮環境因素等。旋轉焊接非常適用于獲得比母材自身強度高的耐壓密封接頭。由于加熱局限于焊接界面,很少產生過熱,冷卻時間又短,非常適合于自動化流水線,多頭自動裝置每分鐘可焊接300個零件。旋轉焊接可焊接大斷面(現已焊接的直徑工件為1100mm),對長而高的工件,旋轉焊接優于超聲波遠場焊。工件可以是任何形式,只要所需焊接的配合面試圓形的即可。優于界面處發熱量取決于相對表面速度,圓形零件外緣直徑更大,表面速度更大,因而溫度更高。這回造成溫差,在接頭中產生內應力。為減輕這種影響,有空心截面和薄壁的接頭更可取。旋轉焊接工件必須能相對另一個工件自由旋轉。如果焊機無法停止旋轉于精確位置,則焊后需特定取向的工件不適宜旋轉焊接。
旋轉焊接應用
旋轉焊接早用于制造充液羅盤。汽車行業應用包括:灌、瓶、閥、燈、過濾器、濾杯(濾罩)、空氣導管、加油管、彎頭的焊接、擠壓棺材與燃油濾清器模制件的連接、三都平軟管與聚丙烯進氣管的焊接等。器械行業應用包括:閥門、偏流器、真空吸塵器罩、洗衣機彎管、冰箱濾水器、果汁與蘇打冷飲機分路器等焊接。其他應用包括:深水浮標、聚乙烯浮球、浮筒、化油器浮子、止回閥、彈出式灌水栓、油漆罐蓋、噴霧罐、氣霧瓶、傳動軸、蓄氣筒、滅火器、吹塑聚乙烯瓶、化妝品容器、丁烷打火機、飲料杯、保溫杯、隔熱碗、注射器、水罐等焊接。旋轉焊接還用于塑料管道,如聚乙烯管或聚氯乙烯管的焊接與修補。旋轉焊接可用于結構件的組裝,如容器頂部和底部的焊接,還可用于螺柱與塑料零件的連接。
旋轉焊接故障處理(下表)
| 問題 | 現象 | 可能原因 | 解決方法 |
| 過焊 | 焊接飛邊過多 | 焊接時間過長或焊接長度過長 | 減少焊接時間或長度 |
| 焊件尺寸太小 | 溢料槽設計不當 | 評估和糾正溢料槽設計 | |
| 欠焊 | 焊縫強度低 | 焊接時間或焊接長度過短 | 增加焊接時間或焊接長度 |
| 焊件尺寸太大 | 摩擦因數較低,材料難以焊接 | 去除脫模劑,清楚結合面油污或更換材料 | |
| 焊接接頭不均勻或不一致 | 焊接飛邊過多 焊縫強度低 泄露試驗時破壞 使用過程中零件失效 |
零件彎曲 | 檢查零件尺寸 |
| 焊件接觸面不平 | 檢查成型工藝條件 | ||
| 夾具和工件不平行 | 必要時調整夾具 檢查工裝 |
||
| 夾具中工件錯位 | 改變工件或工裝尺寸 調整由型腔產生的零件公差 |
||
| 夾具支撐不足 | 檢查焊接過程中工件移動情況 在工件中配備旋轉驅動零件 |
||
| 焊接過程中工件壁彎曲 | 重新設計帶加強筋的工件 | ||
| 填料過多或不均勻分布 | 降低填料量 調整工藝條件確保填料均勻分布 |
||
| 工件中有水分 | 防止焊前模塑成型后吸收水分 焊前烘干工件 |
||
| 工件終方向與預計方向不同 | 工件定位不準 | 減速太慢 | 盡快減速 |
| 上升速度過快 | 減速以降低所需扭矩 | ||
| 參數整定欠佳 | 確認并正確輸入工具慣性 | ||
| 夾具沒有加緊工件 | 確保工裝不允許過量竄動 |
旋轉焊接時一種用于組裝圓形結合面塑料工件的摩擦焊接方法。它通過摩擦力提供界面處的熔化熱。焊接過程中施加足夠的壓力擠出少量的樹脂飛邊及過量氣泡。
工件旋轉焊接前,必須考慮一下方面:1)材料種類及開始發粘的溫度;2)工件直徑;3)飛邊產生的量及飛邊的處理。
旋轉焊接成功焊接額因素:工件旋轉速度的確定,工件旋轉時驅動器適當的壓力。接頭焊接區域應大于工件的典型壁面,工件間必須對準。待焊工件必須由圓軸和驅動部分,便于旋轉。
旋轉焊接的優點:簡便、質量高、能焊接材料廣、生產率高、可焊接大斷面、焊縫不引入外加材料。密封性能是旋轉焊接的重要特點。但旋轉焊接限于有圓形結合面的工件。
以前的旋轉焊機較簡陋,對速度、作用力或位移控制精度較低。現金的旋轉焊機已使用傳感器、伺服電機、微處理器對旋轉焊接過程進行很好的控制:可預先確定速度、加速度、減速度、位移、焊接時間和保壓時間,還可編制焊機程序,使工件停在特定的位置。隨著現代科技的進步,旋轉焊接在各種塑料圓形接頭中發揮了越來越重要的作用。
