一、超聲波鉚接焊接:
1、設計要點:
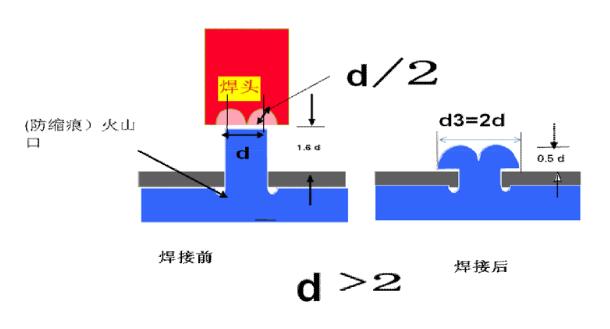
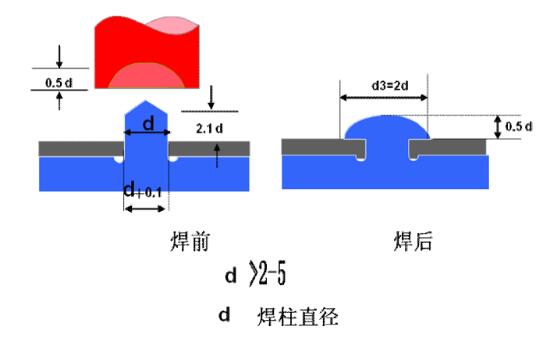
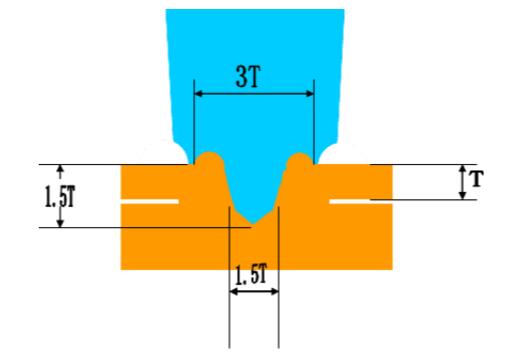
a.單點焊接柱焊接后能否滿足拉拔力的要求。一般要求單點焊接后的拉拔力不低于150N,所以d3是關鍵尺寸。
b.考慮孔、柱的加工誤差,一般焊孔直徑D>焊柱直徑d,取值D=d+0.1。
c.鉚焊后的翻邊尺寸至少要比d的尺寸單邊大1.5mm。
d.門飾板焊接中熱鉚或超聲波的焊接焊柱高度H的開發確定,根據需要計算出平面上部被焊接部分的焊接柱的體積能夠滿足熔后d3的直徑。利用等體積換算出焊柱的高度H。
e.焊柱距離的確定:主要根據總成件的強度、剛度來分配焊接點。受力點、易變形的位置可多按排焊點,反之,遠離受力點的位置可少按排焊點。一般在折點處,近裝配點處多布置焊點。焊點與焊點尺寸距離大約50-200mm之間。
f.小焊柱直徑或焊柱寬度≥2mm。
g.軟質材料影響焊接,易吸收振能。
2、經驗結構、尺寸選取參考圖例
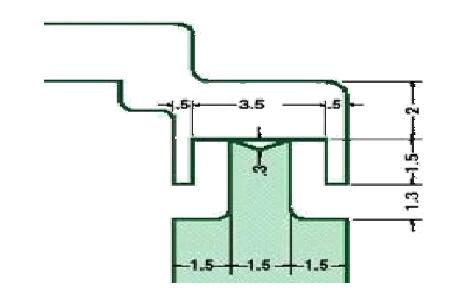
a:基本鉚接結構
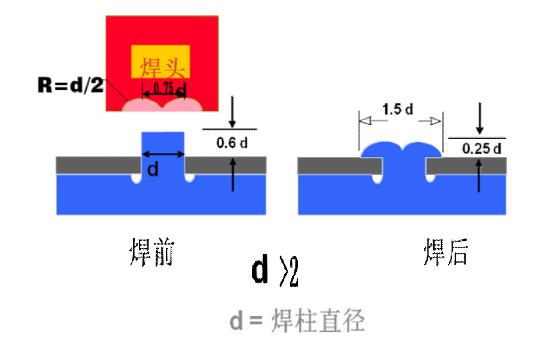
b:中空型鉚接結構
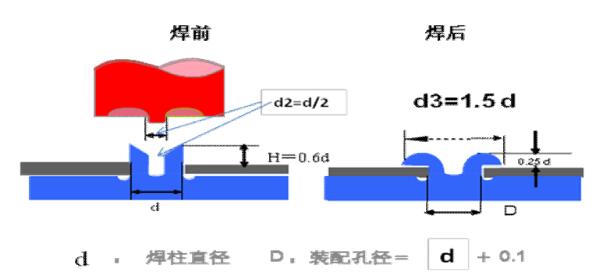
| 典型結構尺寸(參考) | |||||
| d | d2 | d3 | D | H | 焊后H |
| 5 | 2.5 | 7.5 | 5.1 | 3 | 1.25 |
| 6 | 3 | 9 | 6.1 | 3.6 | 1.5 |
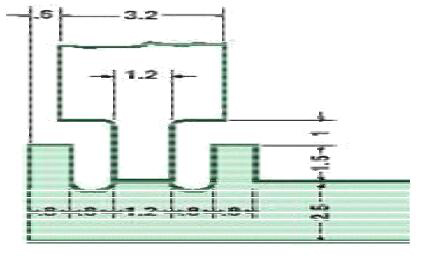
c:半圓鉚接結構
d: 低矮型鉚接結構
二、超聲波平面焊接結構
1、設計要點:
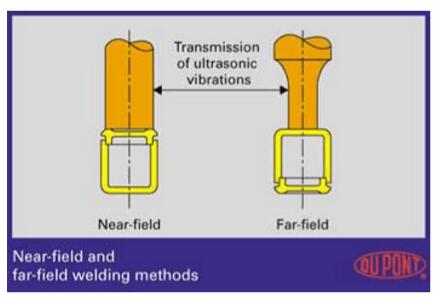
a.設計應兼顧工藝,從焊頭到焊接部的距離越短,焊接能源的損失就越小,近聲場焊接對所有塑料都會有很好的效果。對于低彈模數塑料的焊接采用近聲場焊接方法。
b.若焊接零件為薄型大平板時,為提高精度應減少接觸面,焊接縫位置應略高于平板,做成與焊頭形狀相似的凸臺。
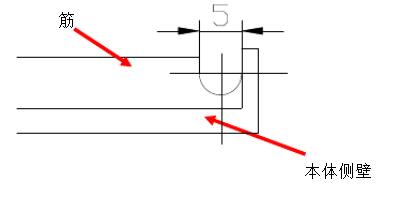
c.設計時應適當加強另件的剛性,以免因平面焊接工藝,影響零件凸凹不平
d.接合部的形狀以圓形、角形為佳。在不得已的情況下,一定要設計成矩形或異形形狀時,則各邊緣倒R角,或盡可能地設計成對稱形狀。
e.焊筋的長度一般在20-60mm之間,太長焊頭面、零件焊接面之間平行度不易保證,容易造成焊面一邊深一邊淺。
2、平面焊接的基本結構
a.焊接筋的角度(120 °、90 °、60 °、45 °)
b.基本尺寸:
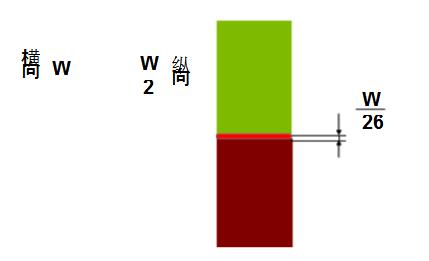
進行焊接的二個零件在組合時,確定縱向與橫向的焊接深度是非常重要的。雖然所設定的尺寸會因使用塑料的等級與性能要求而異,但縱向與橫向的設定標準則為0.4~0.7左右。
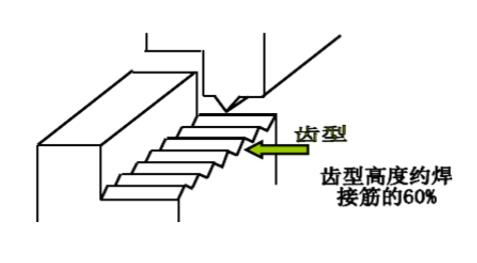
c. 帶能量導向花紋型
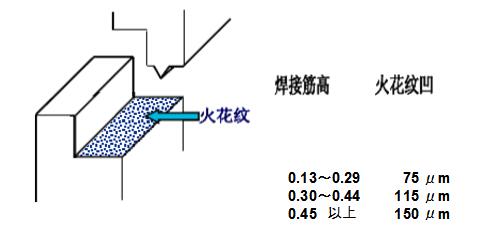
d. 十字紋能量導向型:
這種方式是將能源集中反復沖擊在被稱為定向的三角形的凸起部分的一種接合設計方式。其優點是,形狀簡單,接合部分的限制較小,熔化充分。焊接量的高度方向尺寸與設定角度有關,角度60°-90, 60°筋高0.4mm,90°筋高0.6mm,一般在以0.5mm左右。三角焊筋視位置可設計2-4個,兩條焊線 間隔3-6mm
三、穿透焊(點焊)
穿透焊一般用在箱體式的結構上,主要是無法采用上述的其它焊接方法實現裝配。穿透焊底板必需大于3.2mm厚(雜物箱體用的較多)
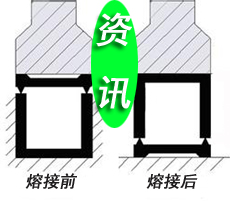
四、振動摩擦焊接:
1、設計要點:
a.弧度的影響:振動的水平直線與被焊零件弧面的切線夾角≤8°方可采用振動摩擦焊。
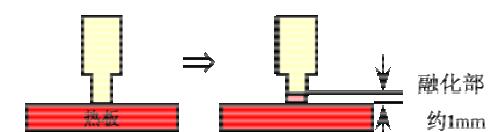
b.焊接量:考慮零件材質結構設備等因素,焊接筋的焊接損失高度一般小于1mm。
c.筋寬:因材料而異,就資料實驗范圍內的焊接量來說,筋的尺寸越寬強度越高。熔點高、材料較硬或連接強度要求高的設計易選用焊筋寬些。參考后面的設計數據范例。
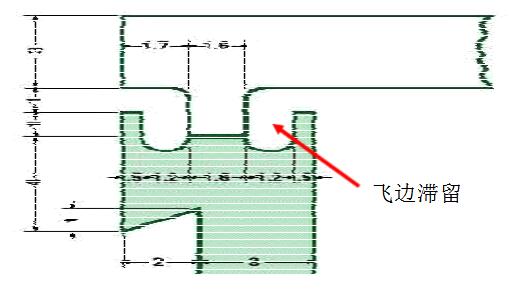
d.上下零件配合間隙2mm,小每邊1mme.為防止在焊接時發生融化飛邊的影響,一般設有飛邊滯留槽。并設計在焊筋的另一側,高度高于焊筋的焊接的損失高度,大約1mm。
f.焊接往復尺寸定位精度是由設備保證,定位精度0.1mm。
2、振動焊接結構:
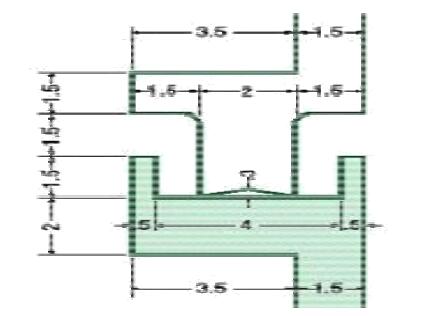
a.基本結構
b.較典型結構:常用于ABS
c.典型應用:用于較薄容器蓋子的焊接(類似注塑儀表板上件與支承下件的焊接)
d.厚度較薄的凸沿的結構
五、熱板焊接
1、設計要點:
a.焊接熔化層焊接深度;
b.兩零件的焊接筋盡可能垂直于焊接夾具的正壓力
c.凹面板設計時要考慮熱板的側面熱影響,防止側面受熱而變形,常將焊筋留5mm的空槽。