|
|||||||||||||||||||||
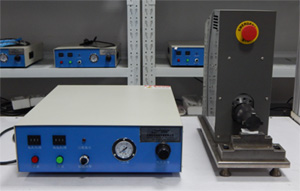
超聲波金屬焊接系統(tǒng)是由超聲波發(fā)生器和焊接機架兩部分組成的分體式焊接系統(tǒng)。本設備具有結構緊湊、易于安裝、操作簡便、移動靈活以及便于維護等優(yōu)點。系統(tǒng)采用具有國內先進水平的超強穩(wěn)定電子線路的超聲波發(fā)生器、日本原裝進口的高性能換能器和變幅器。超聲頻率為40KHz,額定輸出功率為800W,采用日本進口控制器件,用于焊接過程各個參數(shù)的精確控制;焊接機架配備有高品質的直線導軌,保證了焊頭運動的穩(wěn)定性,對某種指定工件的焊接參數(shù)一旦被設定,無需對設備進行更多的調整,它可以自動、快速、準確、連續(xù)地執(zhí)行焊接過程中,從而極大的提高工作效率。

1.超聲波信號發(fā)生器
超聲波信號發(fā)生器是由一能將50Hz的工頻交流電轉換為驅動換能器工作的40KHz高壓交流信號的超聲波功放模塊,外加一個能夠控制機架和超聲循環(huán)時序動作以及輸入/輸出信號的系統(tǒng)控制模塊以及其他一些外圍電路組成。
超聲功率模塊包含超聲功放單元和帶有“系統(tǒng)保護監(jiān)測”功能的控制單元,并能在焊接機工作發(fā)生故障時自動切斷超聲波能量,從而為發(fā)生器乃至整套焊接設備提供極高的安全性和可靠性。
2.焊接機架
焊接機架主要由換能器/焊頭安裝支架,下底模安裝底座,和超聲波焊頭升降運動系統(tǒng)組成。換能器/焊頭模組安裝支架用來緊鎖緊和前后圓周方向調節(jié)焊頭位置,保證焊頭在焊接過程中相對位置穩(wěn)定;底模安裝底座用來安裝和緊固下底模并調節(jié)底模的平面度,它和焊頭位置的相對穩(wěn)定性對焊接質量有直接影響
直線導軌升降運動系統(tǒng)帶動焊頭完成焊接工藝即:

3.氣動系統(tǒng)
氣動系統(tǒng)由一個電磁閥,一個氣缸,二個節(jié)流閥,一個氣壓表、調壓閥和過濾器等組成。
電磁閥與氣缸配合完成超聲焊頭的升降;
節(jié)流閥用于焊頭的上升/下降速度;
壓力表顯示當前氣壓大小;
調壓閥調節(jié)當前系統(tǒng)的氣源壓力;
過濾器對進氣的氣源進行過濾,以避免氣源中的水、油等雜物進入電磁閥、汽缸等器件從而對上下氣動運動系統(tǒng)造成損壞。
4.超聲波發(fā)生器和焊接機架的輸入/輸出接口
超聲波發(fā)生器后部有兩個輸入/輸出接口;
RF射頻接口:帶定位缺口的兩孔航空插口;
運行控制信號接口:包含電磁閥控制、警報、運行中信號等;
焊接機架后部接線盒上提供了三個輸入/輸出接口;
機器啟動信號:腳踏開關信號觸發(fā)一個焊接流程;
運行控制信號接口:運行指示、調試氣動系統(tǒng)完成相應工作;
換能器能量輸入/輸出接頭:連接超聲波發(fā)生器和換能器(與RF射頻接口對應)。