
|
|||||||||||||||||||||
1.工作調(diào)整
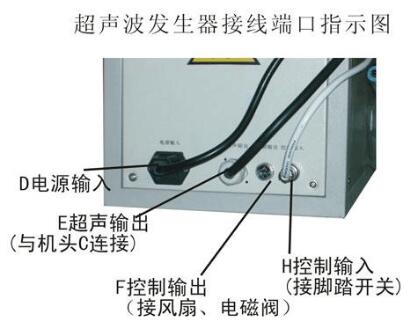
1)按圖示正確接線。
2)正確接入工作電源線,啟動(dòng)復(fù)位開關(guān),風(fēng)扇轉(zhuǎn)動(dòng)。
3)按“超聲測(cè)試”紅色按紐(接觸時(shí)間必須小于1秒),觀察“過載燈”,若燈亮?xí)r,說明設(shè)備有故障或頻率調(diào)整不當(dāng),若燈不亮并且電流表指示在空載測(cè)試2A以內(nèi)為正常(注意:空載電流偏小于2A為準(zhǔn),手摸模具,有油滑的感覺,聽聲音清脆。)若超出2A時(shí)請(qǐng)重新調(diào)整頻率至合符要求方可投入使用。調(diào)節(jié)頻率請(qǐng)打開機(jī)箱右側(cè)小門內(nèi)的頻率跟蹤按紐,慢速轉(zhuǎn)動(dòng)調(diào)節(jié),模擬類似于調(diào)節(jié)收音機(jī)頻道方法調(diào)節(jié)。
4)按下“超聲測(cè)試”,如果按第3、方法處理都無法合符要求,電流表指針大于2A時(shí),用電筆檢查換能器或模具是否帶強(qiáng)電,若帶強(qiáng)電,表示換能器線接反,需調(diào)整后才能使用。
2.氣源使用調(diào)整
1)按圖所示正確接線。
2)正確接入干燥的氣源。
3)氣源的要求:壓力2-7kg,溫度小于48%,溫度不高于45℃。
4)參考如下圖接氣路。
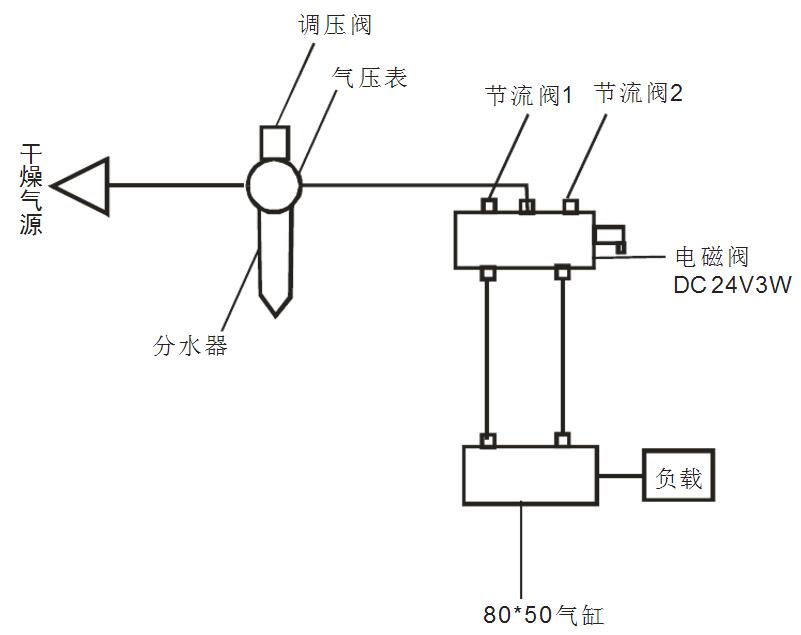
注意:
壓縮空氣內(nèi)的水份造成機(jī)內(nèi)電氣轉(zhuǎn)換閥和其它氣路元件失效,因此壓縮空氣進(jìn)入控制器前必須經(jīng)油水分離器。
3.操作步驟
1)請(qǐng)參考如下圖示正確接線。
2)進(jìn)行模具對(duì)位,把模具的焊接面對(duì)應(yīng)在被焊接的工件位置上方。
3)再接上氣源,儲(chǔ)氣潛力一般不少于7kg,同時(shí)要確保氣缸上頂,設(shè)備氣壓表指示為2-7kg。
4)然后接上220V±10%的穩(wěn)壓電源(注:紅線接“火線”,黑線接“零線”),打開電源開關(guān),在工作前必須進(jìn)行超聲波測(cè)試,確認(rèn)頻率正確方可工作,有關(guān)超聲波檢測(cè),參照下一步。
5)如果設(shè)備裝置有急停開關(guān),必須檢查急停開關(guān)是否旋開。

4.超聲檢測(cè)
1)在未了解其頻率是否調(diào)整好時(shí),按下超聲測(cè)試,接觸時(shí)間必須小于1秒,如果發(fā)現(xiàn)電流指示劇烈超出2A以上時(shí),說明其頻率不正確要進(jìn)行微調(diào),與此同時(shí),聽到超聲并不清脆,比較沙啞,手摸模具不油滑。
2)在頻率確認(rèn)以后,電流表指示小于2A時(shí),振幅指針擺較為緩慢,同時(shí)能聽到悅耳清脆的聲音,此時(shí),用手觸摸模具端面,會(huì)有油滑的感覺,表明超聲波檢測(cè)已經(jīng)正常;
3)每次開機(jī)工作之前必須進(jìn)行超聲波檢測(cè),其原因是模具在工作時(shí)受熱,會(huì)發(fā)生熱脹冷縮現(xiàn)象,模具可能會(huì)返松,這樣會(huì)造成不必要的電路損壞。
5.模具安裝
1)清洗安裝螺孔與連接螺桿(可用四氯化碳、酒精等有機(jī)溶劑),并用干的棉布將其表面液體擦干。
2)先將連接螺桿扭緊在模具上,然后墊上一張0。1mm左右厚度的普通紙,(常規(guī)打印的A4紙70-80克即可),順時(shí)針轉(zhuǎn)動(dòng)與變幅桿連接,扭到手不能扭動(dòng)后,方用扳手夾住變幅桿,同時(shí)用勾頭扳手勾住模具順時(shí)針方向扭緊,使其固緊。
3)開啟電源進(jìn)行超聲波檢測(cè),如還不能調(diào)出其頻率,說明模具還未裝好,要認(rèn)真重新檢查并安裝,建議:拆下模具,按“音波測(cè)試”觀察空載電流應(yīng)小于1A,手工藝摸變幅桿端面有油滑感覺為正常。
4)每次開機(jī)進(jìn)行超聲波檢測(cè)時(shí),如有異常,先對(duì)發(fā)生器單獨(dú)檢測(cè),如果指針指示在1A以上,說明發(fā)生器良好,這時(shí),應(yīng)該檢查一下模具是否已有松動(dòng),如有,用扳手與勾頭扳手施加一定的力使其固緊。5、進(jìn)行模具的平衡鍍調(diào)整,每次安裝模具時(shí),會(huì)對(duì)其機(jī)械部分造成影響,則要求其平衡度作調(diào)整。
6.介紹幾種常用模具的調(diào)整
組合模具調(diào)節(jié)步驟
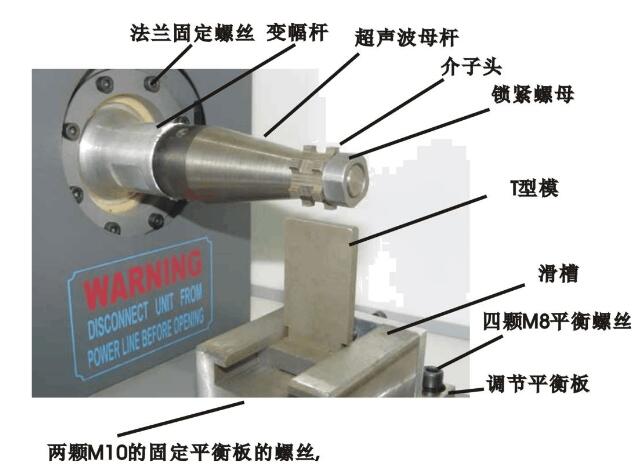
介子頭自然磨損后,需更換另一端面點(diǎn)的步驟如下:
1)將平衡板的固定螺絲兩顆M10松動(dòng),將調(diào)節(jié)平衡板上的四顆M6的螺絲松動(dòng)。保證底板是水平的。
2)將固定法蘭的八顆螺絲擰松,擰松至用手可以將變幅桿和模具用手可以轉(zhuǎn)動(dòng)為止。
3)用手轉(zhuǎn)動(dòng)變幅桿和模具,直至新一端面的介子頭和T型模水平。(按下氣動(dòng)使之目測(cè)是水平)。
4)然后再擰緊八顆法蘭螺絲。
5)然后再用手動(dòng)按下氣動(dòng)測(cè)試使介子頭與T型模相接觸,中間墊白紙對(duì)折,內(nèi)放一復(fù)寫紙。(用復(fù)寫紙的印痕來檢驗(yàn)微觀調(diào)節(jié)平衡)。
6)當(dāng)按下氣動(dòng)測(cè)試時(shí),氣壓2kg,介子頭會(huì)壓在復(fù)寫紙上,觀察到介子頭壓得兩個(gè)印痕,請(qǐng)認(rèn)真觀察印痕的深淺度,假如左邊印痕淺,則說明左邊低了,這時(shí)候,需要啟動(dòng)四顆平衡板上的調(diào)節(jié)螺絲,左邊螺絲旋高一點(diǎn)(順時(shí)針),反之,則旋低(逆時(shí)針),再測(cè)試,再觀察,如此累推。直至調(diào)至印痕的花紋很均勻地印在復(fù)寫紙上。說明平衡已調(diào)好。這時(shí)候,你固定好平衡板上的兩顆M10固定螺絲,四顆平衡板的螺絲就保持現(xiàn)狀,不用再去動(dòng)它。
7)應(yīng)當(dāng)注意的是:當(dāng)組合模具磨損后,一般不可擰松鎖緊螺母調(diào)節(jié)焊點(diǎn),應(yīng)當(dāng)按照上述方法調(diào)節(jié),把整個(gè)超聲波換能系統(tǒng)轉(zhuǎn)動(dòng)至下一個(gè)合適的焊點(diǎn)位置上,以防母桿滑牙,損壞超聲功能。
多點(diǎn)模具調(diào)節(jié)步驟
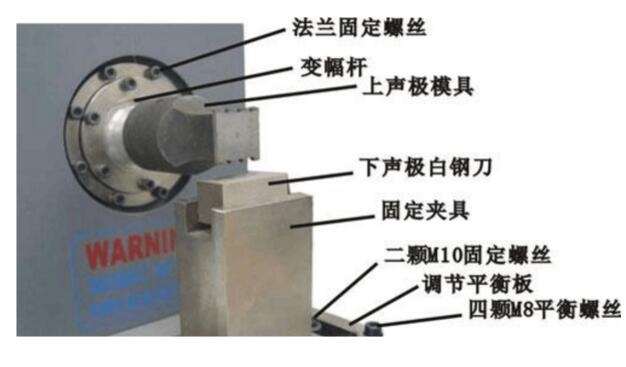
模具自然磨損后,更換另一端面或者重新更換模具的調(diào)節(jié)步驟如下:
1)將固定法蘭的八顆螺絲擰松,擰松至用手可以將變幅桿和模具用手可以轉(zhuǎn)動(dòng)為止。
2)用手轉(zhuǎn)動(dòng)變幅桿和模具,直至新一端面的上聲極模具與下聲極白鋼刀目測(cè)水平。(按下氣動(dòng)使之目測(cè)是水平)。
3)將平衡板的固定螺絲兩顆M10松動(dòng),將調(diào)節(jié)平衡板上的四顆M6的螺絲松動(dòng)。保證底板是水平的。
4)然后再擰緊八顆法蘭螺絲。
5)手動(dòng)按下氣動(dòng)測(cè)試開關(guān)使上聲極模具與下聲極白鋼刀相接觸,中間墊白紙對(duì)折,內(nèi)放一復(fù)寫紙。(用復(fù)寫紙的印痕來檢驗(yàn)微觀調(diào)節(jié)平衡)。
6)當(dāng)按下氣動(dòng)測(cè)試時(shí),氣壓2kg,上聲極模具會(huì)壓在復(fù)寫紙上,觀察到上聲極模具壓得多個(gè)印痕,請(qǐng)認(rèn)真觀察印痕的深淺度,假如左邊印痕淺,則說明左邊低了,這時(shí)候,需要啟動(dòng)四顆平衡板上的調(diào)節(jié)螺絲,左邊螺絲旋高一點(diǎn)(順時(shí)針),反之,則旋低(逆時(shí)針),再測(cè)試,再觀察,如此累推。直至調(diào)至印痕的花紋很均勻地印在復(fù)寫紙上。說明平衡已調(diào)好。這時(shí)候,你固定好平衡板上的兩顆M10固定螺絲,四顆平衡板的螺絲就保持現(xiàn)狀,不用再去動(dòng)它。
7)如果是需要更換新模,調(diào)節(jié)平衡的步驟是一樣的。
組合單點(diǎn)模具調(diào)節(jié)步驟
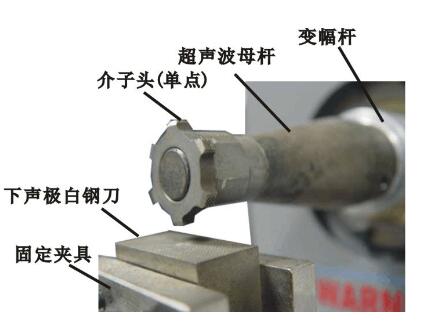
介子頭自然磨損后,需更換另一端面或者重新更換介子頭的步驟如下:
1)將固定法蘭的八顆螺絲擰松,擰松至用手可以將變幅桿和模具用手可以轉(zhuǎn)動(dòng)為止。
2)用手轉(zhuǎn)動(dòng)變幅桿和超聲波母桿,直至新一端面的介子頭單點(diǎn)與下聲極白鋼刀目測(cè)水平。(按下氣動(dòng)使之目測(cè)是水平)。
3)將平衡板的固定螺絲兩顆M10松動(dòng),將調(diào)節(jié)平衡板上的四顆M6的螺絲松動(dòng)。保證底板是水平的。
4)然后再擰緊八顆法蘭螺絲。
5)然后再用手動(dòng)按下氣動(dòng)測(cè)試使介子頭與下聲極白鋼刀相接觸,中間墊白紙對(duì)折,內(nèi)放一復(fù)寫紙。(用復(fù)寫紙的印痕來檢驗(yàn)微觀調(diào)節(jié)平衡)。
6)當(dāng)按下氣動(dòng)測(cè)試時(shí),氣壓2kg,介子頭會(huì)壓在復(fù)寫紙上,觀察到介子頭單點(diǎn)壓得印痕,請(qǐng)認(rèn)真觀察印痕的深淺度,假如左邊印痕淺,則說明左邊低了,這時(shí)候,需要啟動(dòng)四顆平衡板上的調(diào)節(jié)螺絲,左邊螺絲旋高一點(diǎn)(順時(shí)針),反之,則旋低(逆時(shí)針),再測(cè)試,再觀察,如此累推。直至調(diào)至印痕的花紋很均勻地印在復(fù)寫紙上。說明平衡已調(diào)好。這時(shí)候,固定好平衡板上的兩顆M10固定螺絲,四顆平衡板的螺絲就保持現(xiàn)狀,不用再去動(dòng)它。
7)應(yīng)當(dāng)注意的是:當(dāng)組合模具磨損后,一般不可擰松鎖緊螺母調(diào)節(jié)焊點(diǎn),應(yīng)當(dāng)按照上述方法調(diào)節(jié),把整個(gè)超聲波換能系統(tǒng)轉(zhuǎn)動(dòng)至下一個(gè)合適的焊點(diǎn)位置上,以防母桿滑牙,損壞超聲功能。
