|
|||||||||||||||||||||
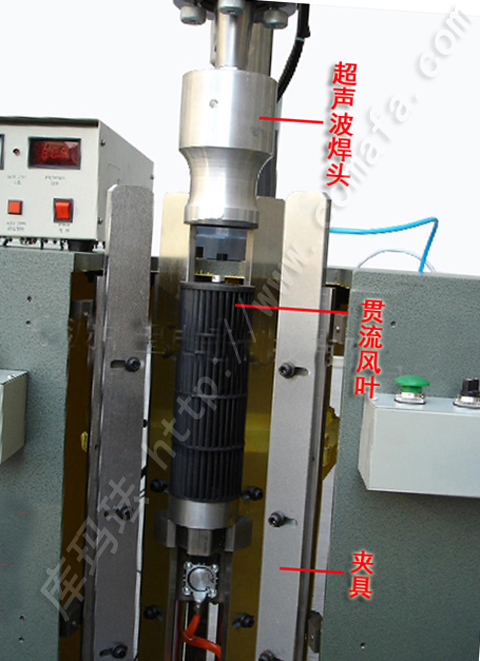
貫流風(fēng)葉超聲波焊接機(jī)的調(diào)試階段,由于工藝參數(shù)的選用不當(dāng),出現(xiàn)了不少焊接失敗的情況,總結(jié)起來主要有一下幾種。
1.焊縫擠出量過大
超聲波塑料焊接過程中,在接口振動(dòng)產(chǎn)熱的作用下,焊接線首先熔化,并在焊接壓力作用下在焊接面的縫隙中鋪開,在焊接面之間形成一層熔融塑料,隨著冷卻凝固使兩個(gè)焊接面連接在一起。在理想的焊接過程中,焊接線全部熔化并在寒風(fēng)中鋪開,熔融后正好占據(jù)整個(gè)焊接面。這樣得到的焊接強(qiáng)度有保障,同時(shí)焊接口美觀。
當(dāng)焊接振幅大、焊接時(shí)間長,振動(dòng)產(chǎn)生的熱量會(huì)超出熔融焊接線所需的熱量,導(dǎo)致焊接線意外的材料被熔化。此時(shí)如果焊接壓力偏大,會(huì)將多余的熔融材料從焊縫中擠壓出來。這種情況下,焊接強(qiáng)度足夠,但焊接后的產(chǎn)品會(huì)與預(yù)計(jì)的存在尺寸偏差,同時(shí)焊接不美觀,屬于失敗的焊接。遇到這種情況,首先要適當(dāng)降低焊接功率和焊接時(shí)間,保證材料不被過多的熔化。其次要降低焊接壓力,避免熔融材料擠出量過大。
2.壓潰
為了保證焊接可靠,焊接過程必須保證兩個(gè)焊接件在焊接面上有一個(gè)預(yù)壓力。首先,這個(gè)壓力時(shí)保證超聲波振動(dòng)能量轉(zhuǎn)換為熱能的關(guān)鍵。通過振動(dòng)產(chǎn)生摩擦,而焊接壓力的大小直接影響摩擦力的大小,從而影響熱量產(chǎn)生的速度。另外,兩個(gè)焊接機(jī)之間是通過焊接壓力來擠壓熔融的焊線。另外,兩個(gè)焊接件之間是通過焊接壓力來擠壓熔融的焊線,使其遍布焊縫,并在熔融材料冷卻凝固之前保持這個(gè)壓力,才能形成合適焊接接口。
焊接壓力作用在貫流風(fēng)葉上,必須要考慮單片貫流風(fēng)葉的結(jié)構(gòu)強(qiáng)度,特別是還處在振動(dòng)的狀態(tài)下,其結(jié)構(gòu)強(qiáng)度必然比靜態(tài)時(shí)要低。在焊接貫流風(fēng)葉時(shí),結(jié)構(gòu)強(qiáng)度弱的地方當(dāng)屬環(huán)形分布的35片葉片處。當(dāng)焊接壓力過大,或者葉片之間受力不均導(dǎo)致某側(cè)的葉片受力過大時(shí),薄薄的葉片很容易被壓潰,導(dǎo)致斷裂,這個(gè)時(shí)候同時(shí)伴隨著焊縫擠出量過大的問題,從而可以判斷,其焊接壓力應(yīng)該超出了理想值。發(fā)生這種問題,應(yīng)該堅(jiān)持焊接件的夾持是否出現(xiàn)偏斜情況,導(dǎo)致了壓力分布不均。如果壓力分布是均勻的,則應(yīng)該適當(dāng)降低焊接壓力。
3.焊接不牢固
對有焊接質(zhì)量的判斷,焊接強(qiáng)度是度量的一個(gè)量,所以它往往被作為主要的焊接質(zhì)量評價(jià)標(biāo)準(zhǔn)。要達(dá)到足夠的焊接強(qiáng)度,必須保證焊線材料的熔融量、熔融材料在焊縫中的分布、熔融材料冷卻凝固前足夠的預(yù)壓力。
以上三點(diǎn)中任意一點(diǎn)的不到保證時(shí),就會(huì)導(dǎo)致焊接強(qiáng)度低,甚至焊不上的問題。大部分的貫流風(fēng)葉葉片槽內(nèi)熔融材料不足,說明焊接時(shí)間或者焊接功率不夠,導(dǎo)致焊接過程產(chǎn)生的熱量不足以將焊接線全部熔化。同時(shí)也會(huì)出現(xiàn)壓力分布不均的情況,葉片折斷側(cè)的壓力過大。
出現(xiàn)上面情況,首先應(yīng)該調(diào)節(jié)超聲波焊接夾具,消除焊接壓力分布不均的問題,然后適當(dāng)?shù)卦黾雍附訒r(shí)間或焊接功率,保證焊接過程的產(chǎn)熱量。經(jīng)過大量焊接實(shí)驗(yàn),發(fā)現(xiàn)當(dāng)焊接振幅設(shè)置在20-25μm,焊接時(shí)間在0.9-1.2s內(nèi),焊接壓力設(shè)置在0.4-0.6MPa時(shí),得到的焊接質(zhì)量較好,切比較穩(wěn)定,能過滿足全自動(dòng)超聲波焊接機(jī)自動(dòng)焊接貫流風(fēng)葉的需求。