超聲波焊接原理是通過高頻機械振動將塑料件熔接在一起,針對一些有水氣密要求的塑料工件,定位與超聲波導熔線是成敗的重要關鍵,所以在產品設計時的考慮,如:定位、材質、肉厚,與超聲波導熔線的對應比例有絕對的關系。
在一般水、氣密的要求,導熔線高度應在 0.5~0.8m/m 之范圍(視產品肉厚而定),如低于0.5m/m以下,要達到水氣密的功能,除非定位設定要非常標準,而且肉厚有 5 m/m 以上,否則效果不佳。
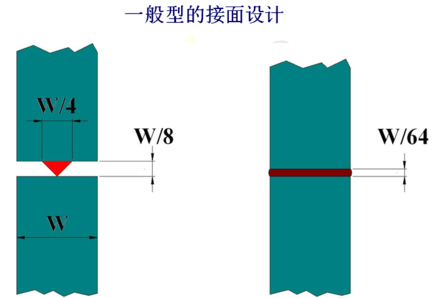
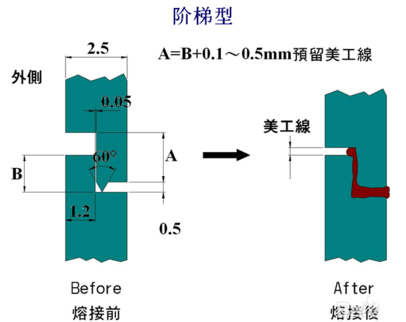
常見超聲波熔接結構
超聲波熔接結構-一般型
超聲波熔接結構-階梯型
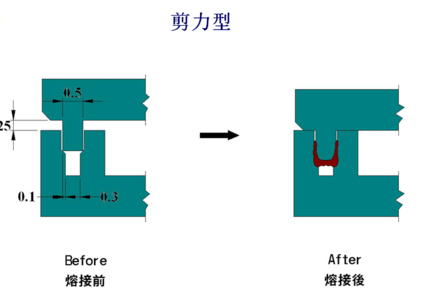
超聲波熔接結構-剪力型
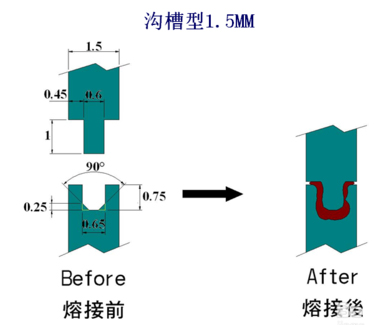
超聲波熔接結構-溝槽型
塑料制品無法達到水、氣密,除了超音波導熔線、治具定位、產品本身定位等因素外,超聲波焊接參數設定也是一項主因,包括熔接時間及下降速度。
1.下降速度過快,氣缸無緩沖:下壓沖力將超聲波熔接結構壓塌,超聲波導熔線無法達到設計的效果,形成假相熔接;
2.熔接時間過長:為了增強熔接強度,加長熔接時間而造成塑料制品熔接面焦化產生砂孔,水或氣即由此砂孔滲透而出。通過肉眼目測是看不出來的。
塑料制品使用超聲波焊接工藝要求達到水氣密時,最好在設計產品注塑模具時跟超聲波焊機廠家溝通。