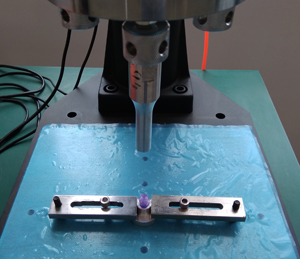
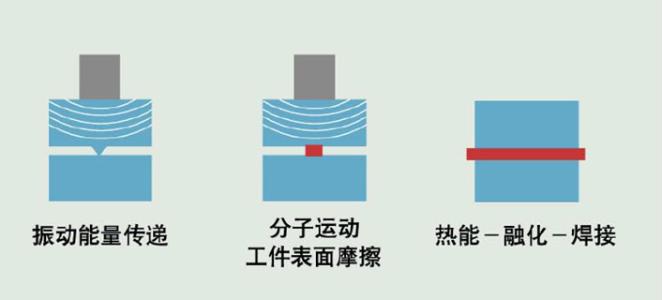
超聲波焊接時溢膠了怎么辦?超聲波焊接塑料制品時發現溢出/毛邊,會干擾產品的外觀,特別是在對塑料制品的外觀要求較高的情況下有很大的麻煩。
首先不需要著急,可以先準確測量焊接后的規格,焊接前后左右差距是什么,先找出原因。超聲波焊接后產品溢膠或邊緣調整的根本原因如下:
1.溢膠是不均勻的,只有一邊溢出,另一邊不溢出,這是因為超聲波模具不平整,必須再次校準超聲波焊接模具。
2.焊接表面的整體溢膠,必須改變焊接的主要參數,減少焊接時間或焊接壓力,降低焊接功率才能處理溢膠/毛邊現象,另外,還需要對產品的焊接硬度進行再測試。
3.塑料零件超聲波焊接連接的設計不合理,導致溢膠的產生。與超聲波設備制造商溝通,有效設計超聲波焊接生產線。
4.對于小型塑料件焊接,所需功率并不大,因此在設計超聲波模具時,振幅與幅值的比值過大,因此有必要重新設計超聲焊接頭。
5.產品的壁厚太薄, 在工作壓力的影響下,導致焊接位置張力位移導致溢膠。
根據經驗,合適超聲波焊接線是底部超過0.4~0.6m/mx高度0.3~0.4m/m的標準值,導致超聲波熔煉時間、工作壓力、設備功率、模具振幅比,造成溢膠和毛邊產生的根本原因。