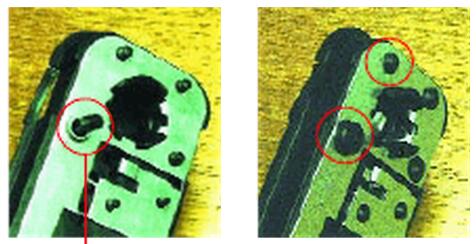
圓形及空芯鉚柱(圓柱及管狀熱樁)熱鉚接工藝的加工、生產、裝配流程簡單。圓形鉚柱用于固定平板,全部加工過程可以用相對簡單的設備,可實現多種鎖合緊固設計(如下圖所示,紅色圓圈標示的鼓形鉚頭和鐓頭或圓頭鉚帽)(Cheese-headandRivetorDomedheads)。長鉚柱和三、四個肋狀立鉚筋用作定位銷,在開始組裝階段起到對準、校正和就位功能。本實例中,長鉚柱成形"鼓形鉚帽"作為輔助緊固點,同時作為裝配區域低產品高度。
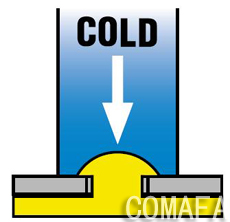
因此實芯鉚柱(熱樁)直徑大于3mm時應注意在注塑模件正面冷卻收縮時產生凹陷現象,依塑料材質而定可相應地延長加工處理時間。
故在需要更高緊固強度的場合,推薦使用空芯鉚柱(管狀熱樁),空管壁厚介于0.75~2.0mm之間,可以考慮1.25mm的壁厚可適用于大多數應用場合。取出內芯做成空芯鉚柱(管狀熱樁)壁厚1.0mm,注塑成形牢固的管狀耦合,具有優于其它形式鉚柱(熱樁)更高的抗拉強度和易于加工處理優點。